方达铝业|铝合金外壳定制|铝型材CNC加工精密铝合金外壳
从一根普通的6063铝棒,到成为移动硬盘、光模块散热片的“保护甲”,中间要经历多少道工序?
近日,我们走进深圳方达铝业的生产车间,实地探访一条完整的铝合金外壳制造流程。这里没有炫目的自动化机器人,却有一套经过上千次订单打磨出来的品控逻辑。
第一步:铝棒挤压成型——决定“骨架”正不正
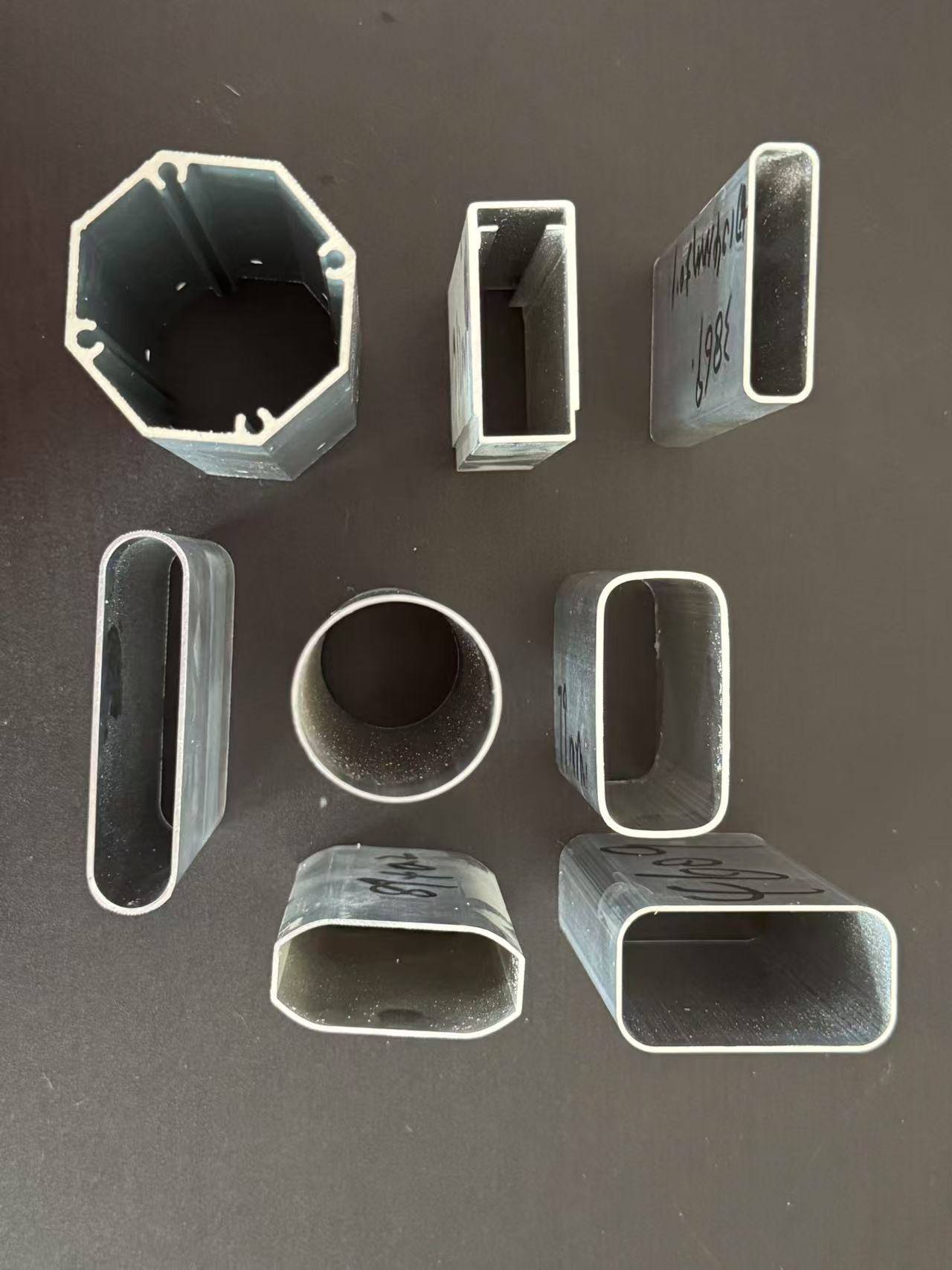
所有故事都从一根6063铝合金圆棒开始。6063是铝镁硅系合金,具有良好的挤出性和可氧化性,是外壳类产品的首选材料。
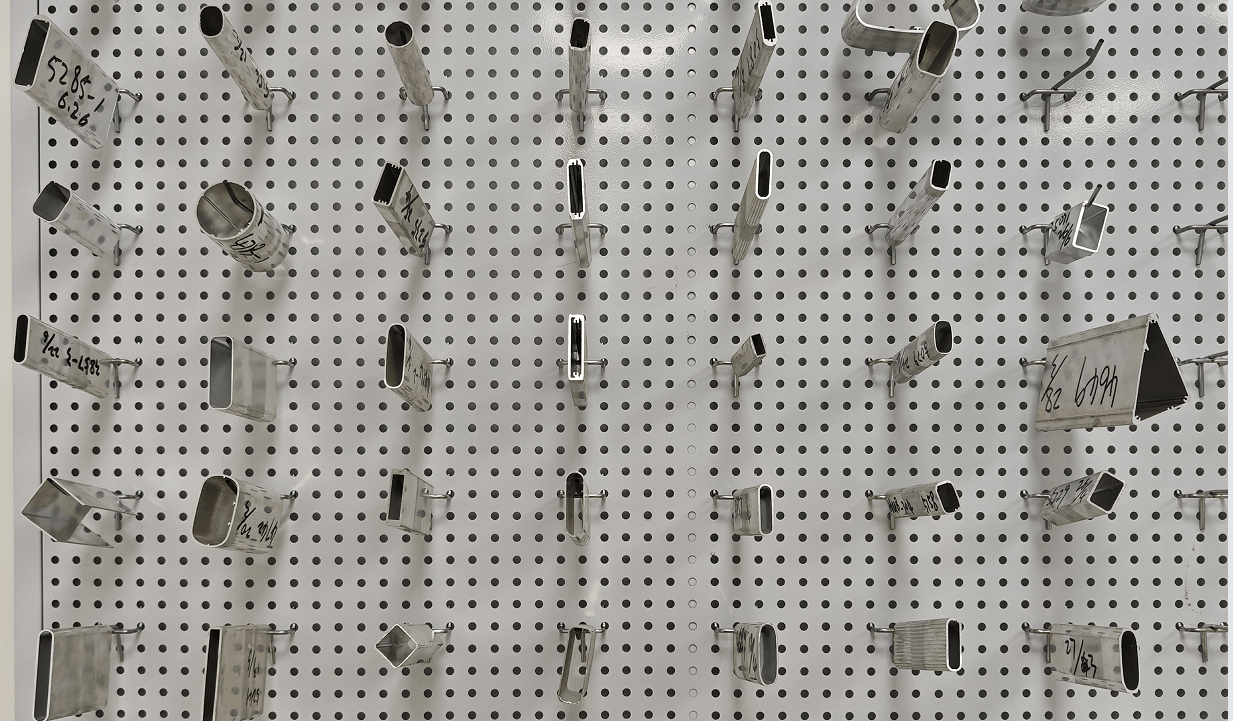
方达铝业采用正规大厂出厂的铝棒,入厂前先检测成分。挤压环节通过大吨位挤压机,将加热后的铝棒“推”过特制的模具,形成带有内腔或异形截面的长条型材。
关键控制点:挤压速度、模具温度、出料冷却方式。任何一个偏差,都可能导致后续壁厚不均或应力变形。
第二步:冲孔+CNC加工——精雕细琢的“减法”
挤压出来的型材还是“毛坯”状态。接下来,根据客户图纸进行:
冲孔:通过冲床快速打出定位孔、螺丝孔、散热孔等规则孔位。
CNC加工:这是精度最高的环节。方达铝业的多台数控加工中心,可对型材进行铣削、钻孔、倒角、攻牙等操作,加工出USB开口、按键槽、异形曲面等复杂特征。
以移动硬盘外壳为例,CNC需要同时保证上下盖的配合间隙、螺丝柱的高度、以及整体平面度。方达的CNC工序公差可稳定控制在±0.05mm以内,满足主流品牌硬盘的装配要求。
第三步:品检素材——把不良品拦在氧化之前
CNC完成后,所有产品会进入一次严格的素材全检。质检员在专用灯光下逐个检查:
有无毛刺、划伤、压痕
尺寸是否在公差范围内
螺纹是否通止规合格
这一步看似“笨拙”,却是方达铝业良品率长期保持在97%以上的关键——因为一旦进入阳极氧化,不良品将无法返工,只能报废。

第四步:阳极氧化——给铝壳“穿上铠甲”
阳极氧化既是表面处理,也是功能强化。方达铝业拥有自营氧化生产线,可完成:
去油、碱洗、中和、化学抛光等前处理
阳极成膜:在电解液中使铝表面生成一层致密的氧化膜(厚度通常8-15μm)
染色与封孔:可根据潘通色卡定制颜色,最后高温封孔,提高耐脏污和耐腐蚀能力
经过阳极氧化后,铝合金外壳表面硬度大幅提升(可达HV300以上),同时获得哑光、亮光、磨砂、拉丝等质感。电子烟外壳常要求的“亲肤手感”和“不褪色”,就是在这个环节实现的。
第五步:各项检测+全检打包——出厂前的“终审”
氧化完成后的产品,并不会立刻打包。方达铝业的品控部会进行:
膜厚测试:确认氧化层厚度均匀
色差检测:使用色差仪对比标准样板
盐雾测试:模拟海洋环境,检验耐腐蚀性(常用于出口产品)
附着力测试:用百格刀检验涂层是否牢固
全部通过后,再由包装组进行人工全检——每一颗螺丝孔都要用通止规过一遍,每一面外观都要在灯光下转一圈。最后用气泡袋、隔板分层打包,贴上客户标签。

除了各种外壳,方达铝业的工艺能力还延伸到了铝合金光模块散热片和微通道散热片。这类产品对平面度、导热效率、以及微细结构的加工精度要求远高于普通外壳。
以光模块散热片为例,厚度往往只有1-2mm,且需要加工出密集的散热齿槽。方达通过定制微型铣刀和优化切削参数,解决了薄壁件易变形、易崩边的行业难题,目前已稳定供应多家光通信模块厂商。
从一根铝棒,到一块精美耐用的外壳,深圳方达铝业用十多年的时间,打磨出了一条可靠、可控、可追溯的制造链条。对于正在寻找“不翻车”的铝壳供应商的品牌方来说,这里值得走一趟。